
В апреле 2019 года ООО «Индатэк» выиграли конкурс на поставку маркировочного оборудования для нанесения паспортных данных на сферическую часть баллона участка испытания баллонов малого объема для цеха № 2 АО «Первоуральский Новотрубный Завод».
Что нужно было сделать?
АО «ПНТЗ» было принято решение об автоматизации процесса маркировки баллонов. На существующем этапе маркировка баллонов осуществлялась вручную, при помощи молотка и ударных клейм.

В рамках выполнения поставленной задачи было необходимо осуществить следующие виды работ:
- Разработка технической документации
- Изготовление и поставка Оборудования
- Шефмонтаж Оборудования
- Пуско-наладка Оборудования
- Оказание консультационных услуг и обучение персонала
Технические требования
Техническим заданием были определены следующие этапы автоматизации процесса маркировки:
- Оборудование должно быть установлено в линии по производству баллонов малого объема и обеспечивать выполнение технологической операции маркирование паспортов на сферической части всего сортамента баллонов, в объеме не менее 600 штук за смену продолжительностью 8 часов;
- Оборудование должно иметь техническую возможность вносить изменение в заданную задачу в любой момент времени и изменять содержание цифр и букв в паспорте (переход на другой сортамент, тип баллонов) в течение 5 минут;
- Оборудование должно работать в автоматическом режиме с минимальным вмешательством оператора;
- Оборудование должно обеспечивать требуемый уровень качества маркирования;
- Оборудование должно обеспечивать определение фактической массы и последующее маркирование фактической массы в паспорт баллона;
- Порядковый номер баллона должен генерироваться автоматически и меняться последовательно;
- Оборудование должно формировать и обеспечивать выведение на печать ведомости;
- оборудование должно иметь техническую возможность перепрограммирования и обработки дополнительных параметров с последующим внесением и маркированием их в паспорте баллона;
- должно иметь дополнительные USB-порты для подключения интерфейсов дополнительного оборудования
Особенности и сложности в выполнении задачи
Техническим заданием на цикл маркировки баллона отведено определенное время.
Оборудование должно работать в автоматическом режиме и не теряя качества маркировки иметь высокую производительность (600 баллонов в смену 8 часов), при этом цикл маркировки баллона должен включать в себя определение фактической массы баллона и непосредственно саму маркировку. То есть на цикл маркировки 1 баллона отведено 48 секунд.
Технический процесс выполнения задачи
Баллон подается на призму представляющую собой решетчатую конструкцию. При помощи специальных датчиков при подаче баллона запускается цикл маркировки.
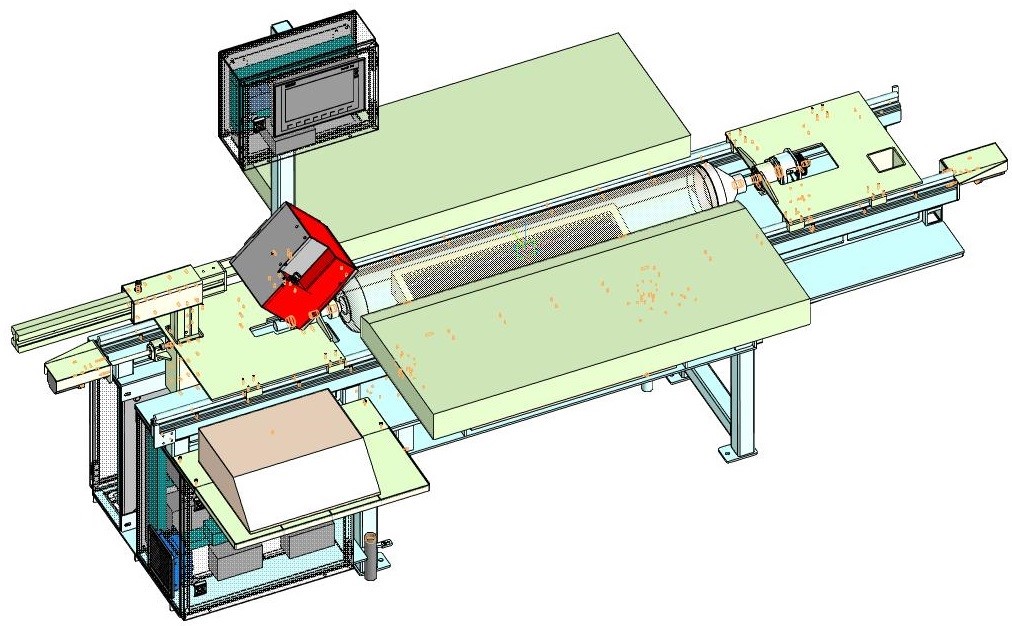
- Первым этапом баллон на призме спускается на весовую призму.
- После взвешивания баллон поднимается в позицию маркировки и зажимается осями со специальной оснасткой.
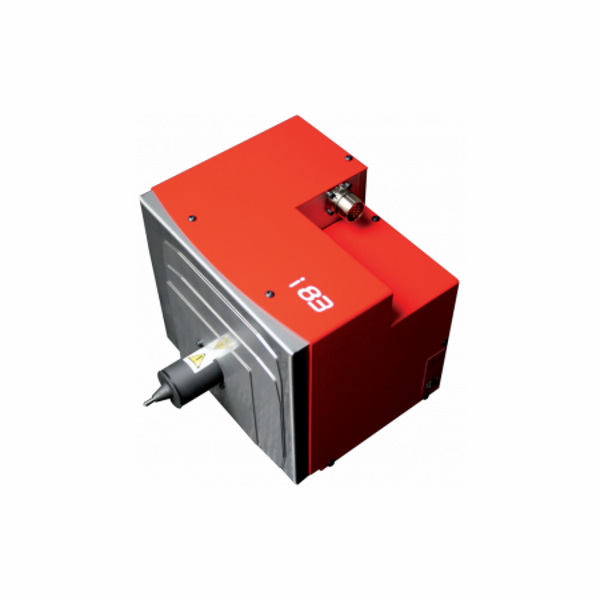
- Для сокращения времени и качества маркировки было решено использовать интегрируемый маркиратор SIC Marking i83 с поворотной осью, так как оборудование имеет высокую стабильность работы, хорошо зарекомендовало себя и применяется во многих цехах группы компаний ЧТПЗ.
- Для общения контроллера маркиратора SIC Marking с головной системой клеймовочной машины была использована плата Profinet. С помощью данной платы контроллер заносит в шаблон маркировки данные о номере баллона, весе баллона и его общей информации.
- После маркировки данные записываются в ведомость и баллон выходит из клеймовочной машины.
- Процесс маркировки баллонов занимает от 35 до 65 секунд (в зависимости от твердости металла и наносимой информации.
Решение задачи
1. Выбор оборудования
Для решения задачи был согласован выбор:
1.1. Маркиратор ударно-точечный SIC Marking i83 c поворотной осью и платой Profinet
1.2. Система управления на базе контроллера Siemens ЦПУ S7-1214C

Использовалось фирменное программное обеспечение Siemens для настройки контроллеров:
2. Техническая реализация
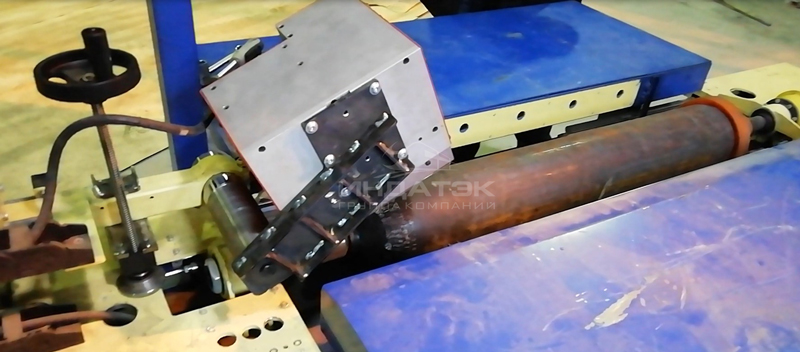
2.1. Нашими специалистами была осуществлена сборка маркировочной линии

2.2. Произведено подключение системы управления маркировщиками на основе оборудования Siemens:

2.3. Смонтирована и подключена система маркировки на базе маркиратора SIC Marking:
Результат
Решение задачи позволило автоматизировать процесс маркировки непрерывной литой заготовки:


Реализованные решения позволили автоматизировать работу по маркировке сложной металлургической продукции, маркировку выполняет оператор. Ввод маркировки осуществляется через алгоритм системы управления АСУ.

