Молочный завод поставил задачу по нанесению 2D кодов на упаковку продукции.
В рамках выполнения поставленной задачи в соответствии с постановлением Правительства Российской Федерации от 15.12.2020 № 2099 "Об утверждении Правил маркировки молочной продукции средствами идентификации и особенностях внедрения государственной информационной системы мониторинга за оборотом товаров, подлежащих обязательной маркировке средствами идентификации, в отношении молочной продукции" на упаковку молочной продукции необходимо наносить DataMatrix код для ее распознавания потребителями в системе «Честный знак».
Молочным заводом была поставлена задача по подбору маркировочного оборудования в соответствии с заданными условиями. Маркировка должна наноситься на полиэтиленовые пакеты, работать бесперебойно и выполнять 100 % маркировок без нарушений технологии производства. Маркировка должна быть четкой, легко читаемой.
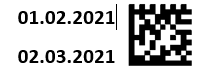
Для решения задачи было необходимо встроить лазерный маркиратор в действующее оборудование для розлива молока. Маркировка должна наноситься в момент остановки линии для заполнения упаковки. Время на маркировку – не более 1 секунды. В содержании маркировки должен присутствовать DataMatrix код, который должен автоматически менять информацию взяв ее со стороннего сервера, а цифровое обозначение даты изготовления и дата окончания срока годности. Пример:
Описание процесса
Для решения поставленной задачи есть 4 способа нанесения лазерной маркировки.
УФ Лазер
может наносить маркировку на любую поверхность пленки, не зависимо от цвета. Минимальное время на маркировку одного 2D кода с двумя датами – 0,5 секунды.
Примеры маркировки:

Опто-волоконный лазер
Маркировка может наноситься только на темные поверхности пленки. Лазерный луч снимает слой темной краски, нанесенной на пленку. Время нанесения маркировки 2D кода размером 1,2х1,2 мм с двумя датами составляет 0,6 секунд.
Примеры маркировки:

Маркировка УФ лазером
В движении и маркировка опто-волоконным лазером в движении (примеры маркировки приведены в видео):
Скорость маркировки достаточно высокая. Оборудование может работать в линии со скоростью до 30 метров в минуту.
Заказчик был заинтересован в минимизации затрат, поэтому было принято решение проработать задачу на базе опто-волоконного лазерного маркиратора.
Сложности и трудности
Для того чтоб минимизировать затраты было решено использовать опто-волоконный лазерный маркиратор. При использовании опто-волоконного лазера для маркировки на пленке было необходимо решить следующую задачу:
- данный лазер при нанесении маркировки сильно плавил пленку
- маркировка была не достаточно контрастной для легкого считывания сканером
- максимальная скорость розлива линии – 35 пакетов в минуту. На весь цикл дается 1,7 секунды. На маркировку отводиться до 1 секунды.
Технический процесс выполнения задачи
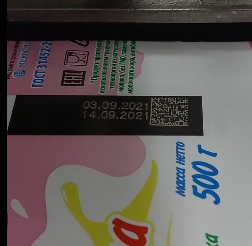
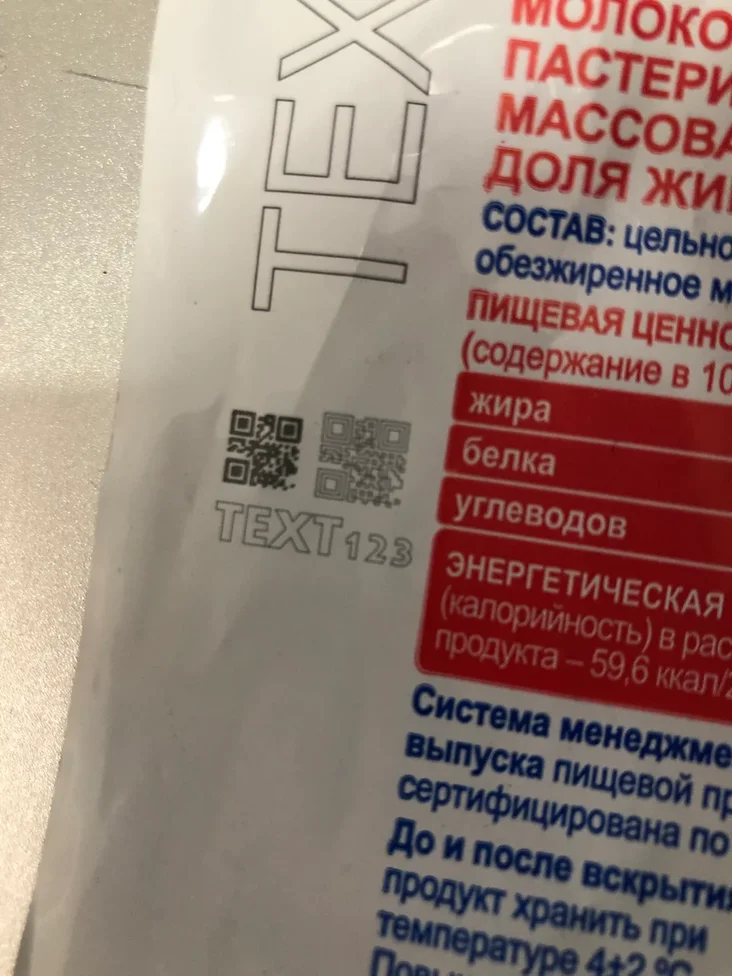
В ходе испытаний было установлено, что при установки минимальной мощности, опто-волоконный лазер может удалять слой черной краски, нанесенной на пакет в типографии без повреждения пленки. Было решено наносить маркировку на фотометку черного цвета, которая наносится в типографии. Заказчик согласовал с типографией увеличение размера фотометки под размер наносимой маркировки.
Решение
Для решения задачи был согласован опто-волоконный лазерный маркиратор RUSMARK BC02
Данное оборудование соответствует всем требованиям поставленной задачи. У лазера есть возможность подключения к сторонним серверам с помощью TCP/IP, RS232, USB выходов. Также он может наносить маркировку напрямую их файла Excel или TXT.
Лазерный маркиратор был закреплен на специально изготовленную заводом оснастку и настроен на потоковую маркировку с переменными значениями DataMatrix кода.
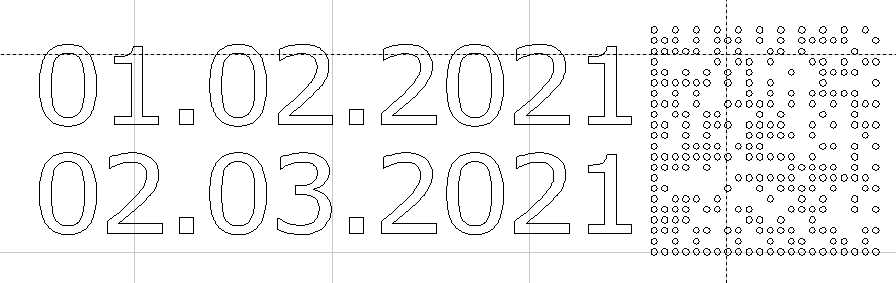
Принцип маркировки заключался в следующем: на черную фотометку наносится маркировка в виде 2D кода, срока изготовления и срока годности в виде даты. Для увеличения скорости маркировки было принято решение установить настройки 2D кода в виде окружностей, без заливки.
Процесс решения задачи
Маркировка производится в момент остановки линии для заполнения упаковки. В момент остановки на лазер приходит сигнал от датчиков, которые натягивают пленку в момент остановки линии. При получении сигнала, лазер наносит маркировку и становится в режим ожидания следующего сигнала. Время затраченное на маркировку составляет 0,6 секунды. Линия в независимости от маркировочного оборудования продолжает движение и перемещается на определенное расстояние для следующего заполнения и цикл повторяется.
Результат